



Hand File Metal File Tool-Abrasive Tools



ລາຍລະອຽດພື້ນຖານ
ຊື່ຜະລິດຕະພັນ: ໄຟລ໌ມື (ໄຟລ໌ທຸກປະເພດທີ່ມີຢູ່)
ວັດສະດຸ: ເຫຼັກກາກບອນສູງ T12 (ຊັ້ນວັດສະດຸທີ່ດີທີ່ສຸດ)
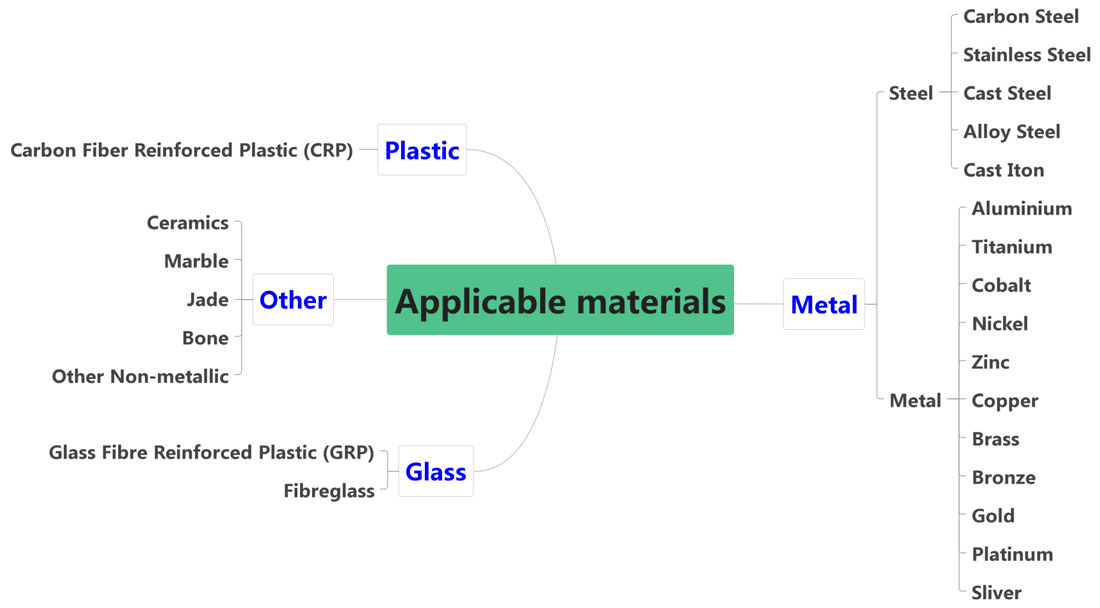
ການນໍາໃຊ້: ຍົນເອກະສານ, ດ້ານຮູບທໍ່ກົມແລະຫນ້າດິນ arc convex.ມັນຖືກນໍາໃຊ້ສໍາລັບການປຸງແຕ່ງຈຸນລະພາກຂອງໂລຫະ, ໄມ້, ຫນັງແລະຊັ້ນພື້ນຜິວອື່ນໆ.
ປະເພດການຕັດ: Bastard / Second / Smooth / Dead Smooth
ກວ້າງ: 12-40mm
ຄວາມຫນາ: 3-9mm
ຂໍ້ມູນຈໍາເພາະ: 100mm / 125mm / 150mm / 200mm / 250mm / 300mm / 350mm / 400mm / 450mm / custom
ລາຍລະອຽດການຈ່າຍເງິນ & ການຈັດສົ່ງ: TT / LC & ພາຍໃນ 30-50 ມື້ຫຼັງຈາກຢືນຢັນຄໍາສັ່ງ
ໃບຢັ້ງຢືນ: GB/T 19001-2016/ISO9001:2015
ຂໍ້ໄດ້ປຽບ: ທົນທານ, ໃຊ້ເວລາເຮັດວຽກຍາວ, ການນໍາໃຊ້ທີ່ປອດໄພ, ຄວາມແຂງສູງ
ແນະນຳຜະລິດຕະພັນ
ຜະລິດຕະພັນແມ່ນເຮັດຈາກເຫຼັກເຄື່ອງມືກາກບອນບໍລິສຸດທີ່ມີຄວາມແຂງສູງແລະສາຍແຂ້ວທີ່ຊັດເຈນ.ມັນເປັນເຄື່ອງມືຄູ່ມືການນໍາໃຊ້ສ່ວນໃຫຍ່ແມ່ນສໍາລັບການອຸປະກອນການອຸປະກອນໂລຫະ.ສາມາດໃຊ້ໄດ້ຢ່າງດຽວ.
ວັດສະດຸທີ່ໃຊ້ໄດ້
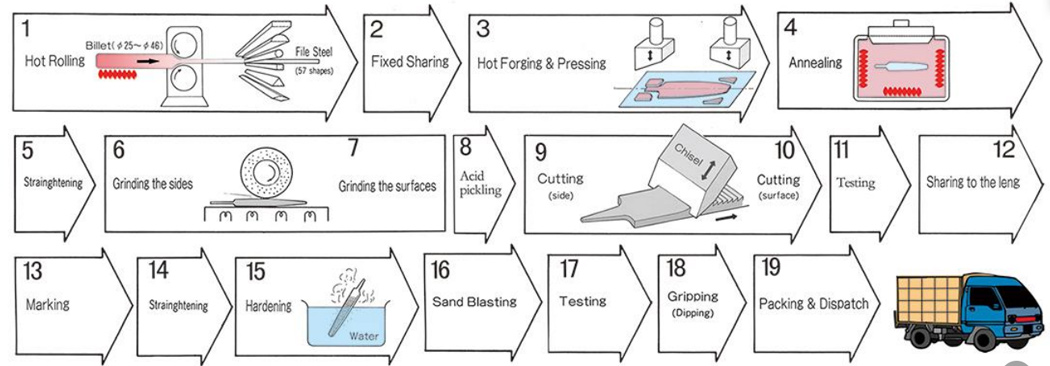
ຂະບວນການເຕັກໂນໂລຢີ
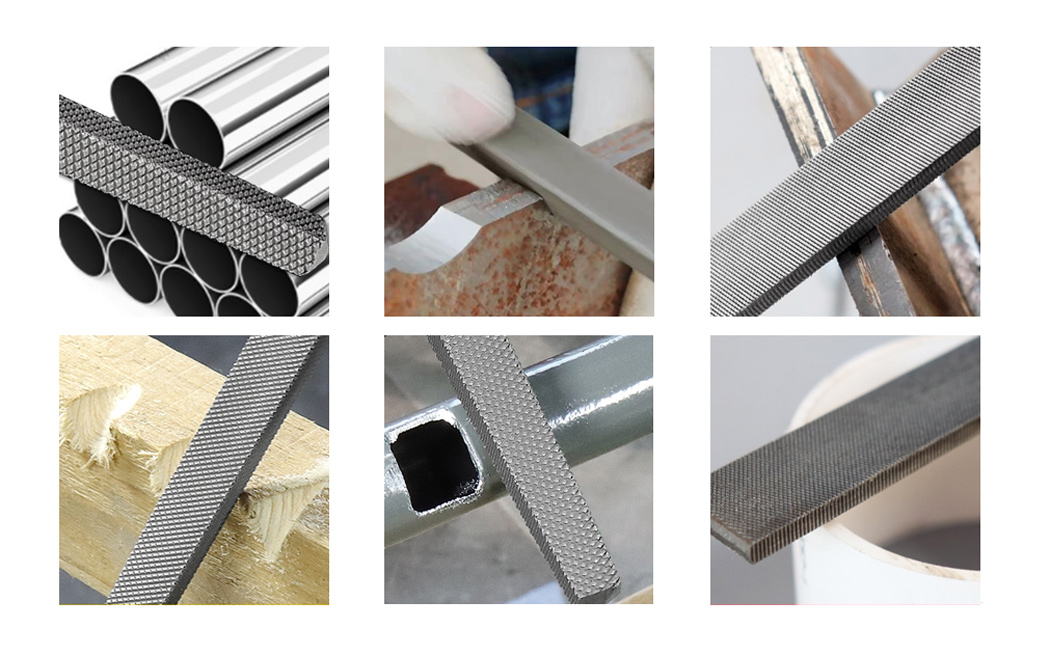
ຮູບຊຸດ

ຮູບແບບການຈັດການ

ສະຖານະການທີ່ໃຊ້ໄດ້
ຂະໜາດອື່ນໆ
| No | ຂໍ້ມູນຈໍາເພາະ ມມ/ນິ້ວ | ກວ້າງ/ມມ | ຄວາມໜາ/ມມ | ນ້ຳໜັກ/ກ |
| GT10104 | 100mm/4" | 12 | 3 | 32 |
| GT10105 | 125mm/5" | 14 | 3.2 | 40 |
| GT10106 | 150mm/6" | 16 | 3.5 | 70 |
| GT10108 | 200mm/8" | 20 | 4.2 | ໑໔໐ |
| GT10110 | 250mm/10" | 24 | 5.2 | 250 |
| GT10112 | 300mm/12" | 28 | 6.2 | 417 |
| GT10114 | 350mm/14" | 32 | 7.2 | 627 |
| GT10116 | 400mm/16" | 36 | 8 | 900 |
| GT10118 | 450mm/18" | 40 | 9 | 1200 |
ປະເພດການຕັດມາດຕະຖານ
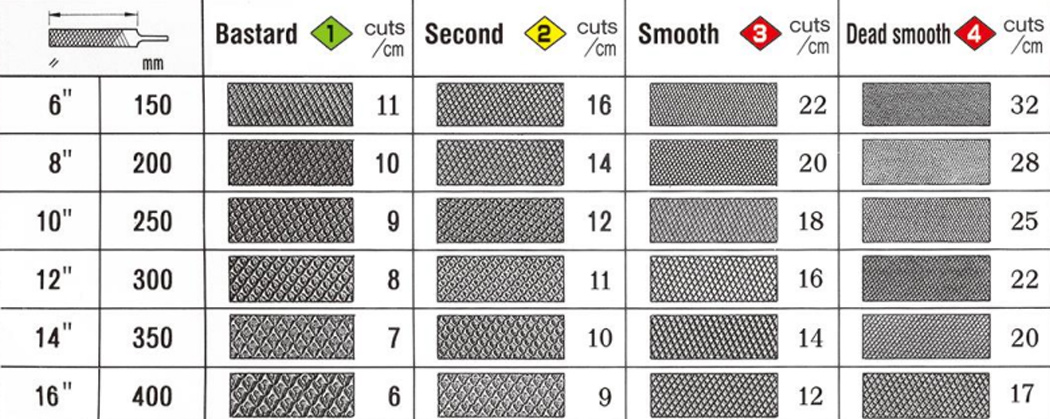
ການຕັດສິນທໍາ:ເຫມາະສໍາລັບ workpiece rough ແລະຮູບຮ່າງເບື້ອງຕົ້ນ
ການຕັດທີສອງ:ເຫມາະສໍາລັບເຄື່ອງຈັກທີ່ມີການອະນຸຍາດໃຫ້ເຄື່ອງຫຼາຍກ່ວາ 0.5mm.ການຕັດເຄື່ອງຈັກໃນປະລິມານຂະຫນາດໃຫຍ່ສາມາດປະຕິບັດໄດ້ເພື່ອເອົາຊິ້ນສ່ວນອອກດ້ວຍການອະນຸຍາດຊິ້ນວຽກຫຼາຍຂຶ້ນ.
ການຕັດກ້ຽງ:ເຫມາະສໍາລັບເຄື່ອງຈັກທີ່ມີການອະນຸຍາດເຄື່ອງຈັກຂອງ 0.5-0.1mm.ພວກເຂົາສາມາດຂັດຢ່າງລະອຽດເພື່ອເຂົ້າຫາຂະຫນາດທີ່ຕ້ອງການຂອງຊິ້ນວຽກ.
ການຕັດກ້ຽງຕາຍ:ໄຟລ໌ Dead Smooth Cuts ແມ່ນໄຟລ໌ທີ່ມີແຂ້ວນ້ອຍທີ່ສຸດ.ຜົນກະທົບການຕັດຂອງມັນແມ່ນຂະຫນາດນ້ອຍຫຼາຍ.ມັນສ່ວນໃຫຍ່ແມ່ນໃຊ້ເພື່ອຕັດຄວາມຫຍາບຂອງພື້ນຜິວຂອງຊິ້ນວຽກ.ໃຊ້ສໍາລັບການສໍາເລັດຮູບຂອງຫນ້າດິນ.
ຂໍ້ໄດ້ປຽບຂອງຜະລິດຕະພັນ
1. ພວກເຮົາເປັນຜູ້ຜະລິດເອກະສານເຫຼັກມືອາຊີບນັບຕັ້ງແຕ່ 1992. ດ້ວຍ 30 ປີຂອງເຄື່ອງມືຂັດ, ແລະເວລາ grinding ຂອງຊິ້ນວຽກແມ່ນແນ່ນອນຍາວກວ່າຂອງຄົນອື່ນ.
2. ວັດສະດຸຂອງພວກເຮົາແມ່ນ 100% Carbon Steel T12 ທີ່ແທ້ຈິງ.ໂຮງງານບາງແຫ່ງໄດ້ໃຊ້ວັດສະດຸລາຄາຖືກກວ່າເພື່ອເຮັດໃຫ້ຄຸນນະພາບລາຄາຖືກກວ່າ.
3. quenching ອຸນຫະພູມສູງເພື່ອປັບປຸງຄວາມຕ້ານທານແລະຄວາມແຂງຂອງຜະລິດຕະພັນ.
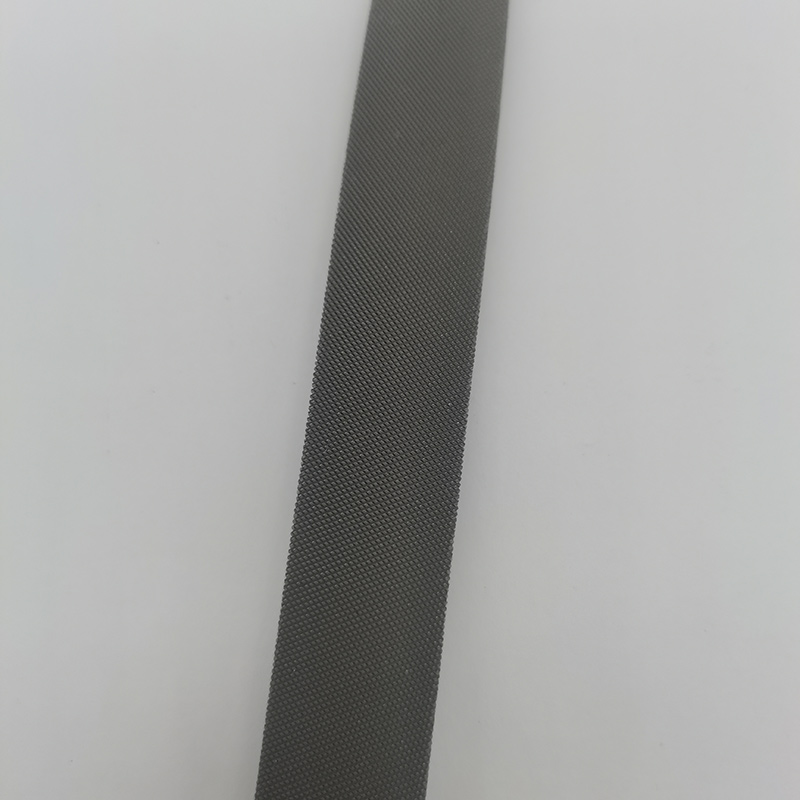
4. ປາຍແຂ້ວແມ່ນແຫຼມ, ເຊິ່ງສະຫນອງການຮັບປະກັນສໍາລັບການ grinding ໄວ, ແລະປາຍແຂ້ວແມ່ນທົນທານຕໍ່ສວມໃສ່ຫຼາຍຫຼັງຈາກຂະບວນການ quenching.
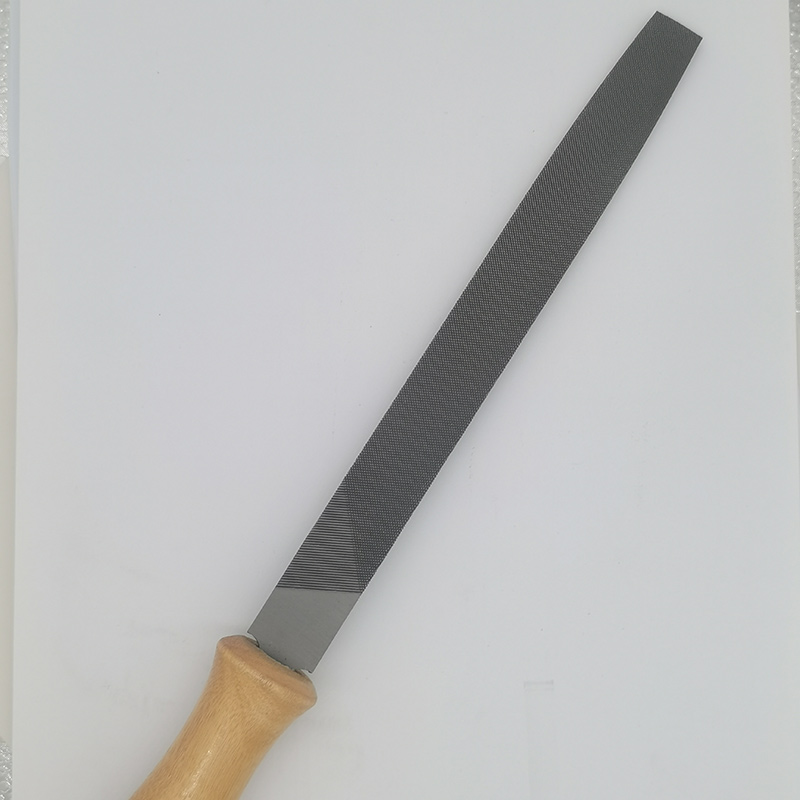
5. ການເຊື່ອມຕໍ່ Handle adopts ເຕັກໂນໂລຊີການເຊື່ອມຕໍ່ສະເພາະເພື່ອປ້ອງກັນບໍ່ໃຫ້ handle ຈາກການຫຼຸດລົງໃນລະຫວ່າງການນໍາໃຊ້.
ຂໍ້ໄດ້ປຽບອື່ນໆ
● ຍອມຮັບຄໍາສັ່ງຂະຫນາດນ້ອຍ
● Customized Brand-name
● ການຈັດສົ່ງດ່ວນ
● ພະນັກງານທີ່ມີປະສົບການ
●ປະສິດທິພາບຜະລິດຕະພັນທີ່ດີ
●ຜະລິດຕະພັນສີຂຽວ
ການຫຸ້ມຫໍ່ & ການຂົນສົ່ງ
● ນ້ຳໜັກສຸດທິ: 24kg
● ນ້ຳໜັກລວມ: 25kg
● ຂະໜາດກ່ອງສົ່ງອອກ L/W/H: 37cm×19cm×15cm
● ຜອດ FOB: ພອດໃດກໍໄດ້
●ເວລານໍາ: 7-30 ມື້
ຄໍາແນະນໍາທີ່ອົບອຸ່ນ
●ເພື່ອຫຼີກເວັ້ນການຜະລິດຕະພັນແລະຂະບວນການທີ່ບໍ່ເຫມາະສົມໃນການເຮັດວຽກ, ແນະນໍາໃຫ້ຊື້ໄຟລ໌ສາມປະເພດ: bastard, ທີສອງແລະກ້ຽງ, ເຊິ່ງສາມາດເພີ່ມປະສິດທິພາບການເຮັດວຽກ.
● ຫ້າມໃຊ້ໄຟລ໌ໃໝ່ໃນໂລຫະແຂງ.ຫ້າມໃຊ້ໄຟລ໌ເທິງເຫຼັກແຂງ.
●ຖ້າຊິ້ນສ່ວນອະລູມິນຽມຫຼືການຫລໍ່ອື່ນໆແມ່ນ rough ຫຼື sanded, ຫຼັງຈາກ rubbed ອອກ, ຫຼັງຈາກນັ້ນພວກເຮົາສາມາດນໍາໃຊ້ໄຟລ໌.
● ການໃຊ້ເຄື່ອງມືອາດເປັນອັນຕະລາຍ, ເບິ່ງແຍງ ແລະຢູ່ຫ່າງຈາກເດັກນ້ອຍສະເໝີ.
● ໃສ່ແວ່ນຕາປ້ອງກັນຢູ່ບ່ອນເຮັດວຽກຕະຫຼອດເວລາ.
●ເລືອກປະເພດແລະຂະຫນາດທີ່ຖືກຕ້ອງຂອງເຄື່ອງມືສໍາລັບການເຮັດວຽກ
● ໃຊ້ຂ້າງຫນຶ່ງຂອງໄຟລ໌ທໍາອິດ.ຫຼັງຈາກທີ່ມັນກາຍເປັນທ່ອນ, ຫຼັງຈາກນັ້ນຫັນໄປຫາອີກດ້ານຫນຶ່ງຂອງໄຟລ໌.
ການນໍາໃຊ້ເຄື່ອງມືສາມາດເປັນອັນຕະລາຍ, ສະເຫມີໄປດູແລແລະຢູ່ຫ່າງຈາກເດັກນ້ອຍ.
ໃສ່ແວ່ນຕາປ້ອງກັນຢູ່ບ່ອນເຮັດວຽກຕະຫຼອດເວລາ.
ເລືອກປະເພດທີ່ຖືກຕ້ອງແລະຂະຫນາດຂອງເຄື່ອງມືສໍາລັບການເຮັດວຽກ.
FAQ
1.ໄຟລ໌ມືໃຊ້ເພື່ອຫຍັງ?
ໃຊ້ສໍາລັບການສໍາເລັດຮູບຂອງໂລຫະ, ໄມ້, ຫນັງແລະພື້ນຜິວອື່ນໆ.ອີງຕາມໂປຣໄຟລ໌ທີ່ແຕກຕ່າງກັນ, ມັນສາມາດແບ່ງອອກເປັນເອກະສານຮາບພຽງ, ເອກະສານຮອບ, ໄຟລ໌ສີ່ຫລ່ຽມ, ໄຟລ໌ສາມຫຼ່ຽມ, ໄຟລ໌ເພັດ, ໄຟລ໌ເຄິ່ງຮອບ, ໄຟລ໌ມີດແລະອື່ນໆ.
2.ຊື່ຂອງໄຟລ໌ມືແມ່ນຫຍັງ?
ເອກະສານຮາບພຽງທີ່ມີຮູບຮ່າງສີ່ຫລ່ຽມ.ເອີ້ນກັນວ່າເອກະສານກະດານ.
3.ຂ້ອຍຈະເລືອກໄຟລ໌ທີ່ຖືກຕ້ອງໄດ້ແນວໃດ?
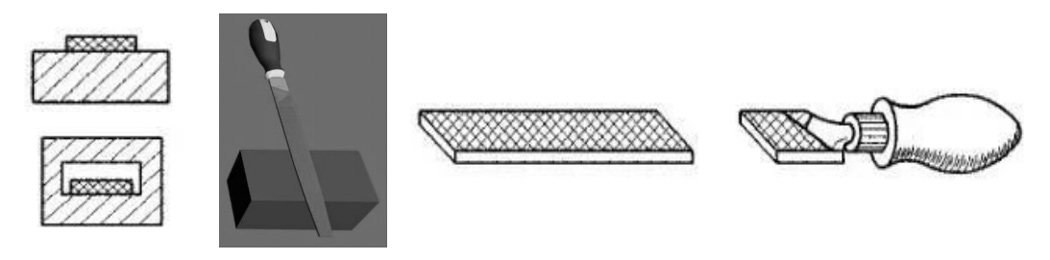
(1).ການເລືອກຮູບຮ່າງຂອງພາກສ່ວນໄຟລ໌.ຮູບຮ່າງຂອງພາກສ່ວນຂອງໄຟລ໌ຈະຖືກເລືອກຕາມຮູບຮ່າງຂອງພາກສ່ວນທີ່ຈະຍື່ນ, ເພື່ອໃຫ້ທັງສອງຮູບຮ່າງເຂົ້າກັນໄດ້.ເມື່ອຍື່ນດ້ານໃນວົງໂຄ້ງ, ເລືອກໄຟລ໌ເຄິ່ງວົງຫຼືໄຟລ໌ຮອບ (ຊິ້ນວຽກທີ່ມີເສັ້ນຜ່າກາງຂະຫນາດນ້ອຍ);ເມື່ອຍື່ນດ້ານໃນມຸມ, ເລືອກໄຟລ໌ສາມຫຼ່ຽມ;ເມື່ອຍື່ນດ້ານໃນມຸມຂວາ, ເອກະສານແປຫຼືໄຟລ໌ສີ່ຫລ່ຽມສາມາດເລືອກໄດ້.ເມື່ອນໍາໃຊ້ເອກະສານຮາບພຽງເພື່ອຍື່ນດ້ານໃນມຸມຂວາ, ຈົ່ງເອົາໃຈໃສ່ເພື່ອເຮັດໃຫ້ພື້ນຜິວແຄບ (ຂອບລຽບ) ຂອງເອກະສານທີ່ບໍ່ມີແຂ້ວໃກ້ຊິດກັບດ້ານຫນຶ່ງຂອງມຸມຂວາພາຍໃນເພື່ອຫຼີກເວັ້ນການທໍາລາຍພື້ນຜິວມຸມຂວາ.
(2).ການເລືອກຄວາມຫນາຂອງແຂ້ວໄຟລ໌.ຄວາມຫນາຂອງແຂ້ວໄຟລ໌ຄວນໄດ້ຮັບການຄັດເລືອກຕາມການອະນຸຍາດຂອງສິ້ນການເຮັດວຽກ, ຄວາມຖືກຕ້ອງຂອງເຄື່ອງຈັກແລະຄຸນສົມບັດຂອງວັດສະດຸ.ໄຟລ໌ແຂ້ວຫຍາບແມ່ນເຫມາະສົມສໍາລັບການ machining ຊິ້ນວຽກທີ່ມີການອະນຸຍາດຂະຫນາດໃຫຍ່, ຄວາມຖືກຕ້ອງຂອງມິຕິຕ່ໍາ, ຮູບແບບຂະຫນາດໃຫຍ່ແລະຄວາມທົນທານຕໍ່ຕໍາແຫນ່ງ, ມູນຄ່າ roughness ດ້ານຂະຫນາດໃຫຍ່ແລະວັດສະດຸອ່ອນ;ແທນທີ່ຈະ, ເລືອກໄຟລ໌ແຂ້ວທີ່ດີ.ເມື່ອນໍາໃຊ້, ມັນຄວນຈະຖືກເລືອກຕາມການອະນຸຍາດເຄື່ອງຈັກ, ຄວາມຖືກຕ້ອງຂອງມິຕິລະດັບແລະຄວາມຫຍາບຂອງຫນ້າດິນທີ່ຕ້ອງການໂດຍ workpiece.
(3).ການຄັດເລືອກຂະຫນາດໄຟລ໌ແລະສະເພາະ.ຂະຫນາດແລະສະເພາະຂອງໄຟລ໌ຈະໄດ້ຮັບການຄັດເລືອກຕາມຂະຫນາດຂອງ workpiece ທີ່ຈະໄດ້ຮັບການປຸງແຕ່ງແລະການອະນຸຍາດໃຫ້ເຄື່ອງຈັກ.ເມື່ອຂະ ໜາດ ຂອງເຄື່ອງຈັກມີຂະ ໜາດ ໃຫຍ່ແລະເງິນອຸດຫນູນແມ່ນໃຫຍ່, ເອກະສານທີ່ມີຂະ ໜາດ ໃຫຍ່ຈະຖືກເລືອກ, ໃນທາງກົງກັນຂ້າມ, ເອກະສານທີ່ມີຂະ ໜາດ ນ້ອຍຈະຖືກເລືອກ.
(4).ການຄັດເລືອກຮູບແບບແຂ້ວຂອງໄຟລ໌.ຮູບແບບແຂ້ວຂອງໄຟລ໌ຄວນໄດ້ຮັບການຄັດເລືອກຕາມຄຸນສົມບັດຂອງວັດສະດຸຂອງ workpiece ທີ່ຖືກຍື່ນ.ເມື່ອຍື່ນອາລູມິນຽມ, ທອງແດງ, ເຫຼັກອ່ອນແລະຊິ້ນວຽກຂອງວັດສະດຸອ່ອນໆ, ມັນດີທີ່ສຸດທີ່ຈະເລືອກເອົາຮູບແບບຂອງແຂ້ວດຽວ (milling tooth).ໄຟລ໌ແຂ້ວດຽວມີມຸມ rake ຂະຫນາດໃຫຍ່, ມຸມ wedge ຂະຫນາດນ້ອຍແລະ chip ຂະຫນາດໃຫຍ່ຖື groove.ຊິບບໍ່ງ່າຍທີ່ຈະຖືກສະກັດແລະການຕັດແຂບແມ່ນແຫຼມ.



